















































































































































如果此刻你正在搜索“RFID技术是什么”,大概率不是想写一篇学术论文,而是肩负一个现实任务:公司要上数字化、产线要改造、资产要盘点,有人提了“上RFID”,你需要快速搞懂这技术到底靠不靠谱、适不适合自己的场景、要花多少钱、会不会翻车。
然而,绝大多数搜索结果会让你失望。你会发现几乎所有文章都在讲同一件事:RFID由标签、读写器、天线组成,通过电磁波传输数据,上世纪40年代从雷达技术演化而来,在物流、零售、图书馆有广泛应用……看完了,你还是不知道自己的金属模具能不能贴、仓库里的液体包装会不会干扰、供应商报的30万和另一家报的80万差在哪里。
这篇文章,直接打穿这些层,用企业决策者的视角,把射频识别在自动识别行业里的真实位置、选型判断逻辑、成本构成原理和最常见的失败原因一次性讲清楚。
RFID在自动识别行业中的真实定位:不是替代条码,而是填补真空
在企业生产和流通环节里,让机器“认出”一个物品的方法有很多:贴一张条码纸,用摄像头拍一下;刻一个二维码,扫描枪读一下;装一个蓝牙信标,接收器感应一下;装一个视觉系统,用深度学习识别特征。
RFID在整个识别技术谱系里,占据了一个极特殊的位置:非接触、可穿透、批量、可写入数据。它不是“更高级的条码”,而是专门解决条码搞不定的那类场景。
用三个核心条件来界定RFID的最优适用区:
- 对象数量多,需要一次性、快速识别。比如一托盘上有上百个物料箱,条码需要一个一个扫,RFID可以瞬间全部读取。
- 无法保证可视对准或逐个扫描。物品堆叠、快速移动、藏在容器深处,条码没法用,RFID不需要直接对准即可读取。
- 不仅需要识别身份,还需要携带动态数据。比如在制品需要记录每一道工序的参数,条码做不到写入,RFID标签可以反复读写。
如果上述三个条件你一个都不占,只做单个物品的固定位置识别,条码就是最经济有效的选择,强行上RFID只会增加不必要的复杂度。
同理,RFID也不是机器视觉的替代品。视觉解决的是“有无、好坏、正反”等检测问题,RFID解决的是“谁、从哪来、到哪去”的追踪问题。两者在产线上经常是组合使用。
理解这个定位,你就不会在一开始就走错方向。
核心原理一页纸讲清:企业需要关心的几个物理量
作为技术选型人,你不需要会推导麦克斯韦方程,但必须搞懂四个影响实际效果的决策参数:频率、距离、穿透能力和防碰撞机制。
- 频率决定物理特性。低频(LF,125kHz)和高频(HF,13.56MHz)的穿透力强,对金属和水体不敏感,但读取距离短(通常10cm以内),速度慢。超高频(UHF,860-960MHz) 距离远(可达10米以上),速度快,能批量读取,但对金属和液体极其敏感,普通标签贴在金属表面读取距离可能骤降为零。
- 读写距离不等于标称距离。产品手册上写的距离是在实验室无干扰环境、特定标签和天线功率下的结果。你的现场有货架、有电磁设备、有振动,实际距离可能连一半都不到,所以必须实测。
- 穿透能力不等于什么都能透。RFID的“非视距”能力被严重误解。UHF的电磁波遇到金属会被反射,遇到水会被吸收。如果你要在金属零件箱或液体瓶贴上追踪,必须选专门设计的抗金属标签,且需要调整天线角度。

- 防碰撞算法决定批量读取成功率。当几十个标签同时出现在一个读取区域内,读写器通过防碰撞算法逐一识别。但算法有极限,标签密集到一定程度或移动极快时,漏读率会上升。这个参数必须结合你的实际工况(标签密度、移动速度)来评估。
这四个参数之间是取舍关系:要远距离就得忍受金属敏感,要强穿透就得牺牲距离和速度。选型就是在这几个变量中找平衡,而硬件本身的性能能否满足这种平衡,直接决定了系统成败。
RFID vs. 条码/二维码/机器视觉:一表看清技术边界与成本逻辑
当你在多个技术方案间徘徊时,以下这张对比表可以直接作为内部讨论的基础。
|
对比维度 |
RFID (UHF典型) |
一维/二维码 |
机器视觉 |
|
识别方式 |
射频,非接触,批量 |
光学,需对准,逐一 |
图像处理,无介质 |
|
环境挑战 |
金属/液体严重干扰 |
脏污、褶皱、破损 |
光照、遮挡、角度 |
|
单次介质成本 |
几毛~几十元/标签 |
近乎免费(打印) |
无介质成本 |
|
数据容量 |
可存储数K字节 |
只读少量编号 |
不适用 |
|
动态数据写入 |
支持 |
不支持 |
不适用 |
|
批量处理 |
可瞬间多目标 |
需逐一扫描 |
多目标识别能力不一 |
|
系统集成难度 |
需中间件与匹配的硬件 |
极低,即插即用 |
高,需算力与算法 |
|
典型失败模式 |
标签介质选错、读写器性能不足 |
标签脱落/刮花 |
误检、环境变化失效 |
选型速记口诀:能看清、不移动、单个来,用条码;看不清、要穿透、批量跑,上RFID;要检测、看质量、不用ID,选视觉。
这张表里,RFID部分的成败强烈依赖于硬件选型的精准度:标签类型是否匹配材质、读写器功率和灵敏度是否适应环境、天线布局是否覆盖无死角。硬件供应商的专业能力,在这一步就已经决定了项目的一半结果。
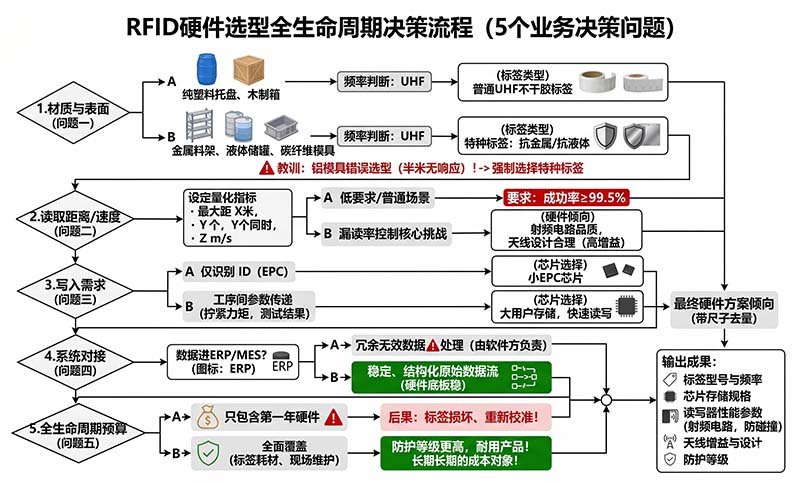
上RFID前,企业必须回答的5个业务决策问题
千万不要把“我们想上RFID”这句话直接扔给供应商,接下来你会收到一堆天花乱坠的方案,却无从判断。先关起门来回答以下5个问题,用它们去做供应商方案的“过滤器”。
问题一:被贴标的物品材质是什么?表面状况如何?
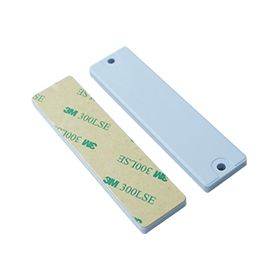
纯塑料托盘、木制包装箱——普通UHF不干胶标签即可胜任。但一旦碰到金属料架、液体储罐、碳纤维模具,就必须跳到“抗金属”或“抗液体”特种标签的赛道里选。某机加工企业用普通标签直接贴在铝制模具表面,半米外读写器就无响应,产线节拍被打乱,最后全部换装抗金属标签才解决。这件事的教训是:材质决定标签类型,这是硬件选型的第一道闸门,选错一步后面全是代价。不同材质(金属、液体、非金属复合材料、高温表面)对应的标签选型逻辑,我们在另一篇《不同材质表面标签选型实操指南》中详细拆解过,包含各场景下的实测读取距离和推荐型号,可以作为本阶段的参考手册。
问题二:需要的最大读取距离是多少?一次同时读取多少个标签?对象的移动速度有多快?
这直接关系到读写器功率、天线增益和防碰撞算法性能。如果有大量标签高速通过读取点,漏读率控制将成为核心挑战。建议对供应商提出“在X米处、同时Y个标签、以Z m/s速度通过时,读取成功率≥99.5%”的量化指标,而不是笼统的“能读到”。能稳定达到这种指标,靠的是读写器射频电路的品质和天线设计的合理性。
问题三:只需要识别ID,还是要把生产信息写入标签?
如果只做ID识别,只用EPC区域即可;如果需要在工序间传递参数(如拧紧力矩、测试结果),就需要标签有足够的用户存储区和快速读写能力。标签芯片的选型直接决定了这个需求能否实现,选小了后期没法补救,只能换标签。
问题四:采集到的数据最终进哪个系统?接口和数据格式想好了吗?
RFID读写器吐出的原始数据如果不加处理就倒进ERP/MES,会产生大量无效冗余信息。虽然中间件的过滤规则由软件方负责,但读写器能否提供稳定、结构化的原始数据流,是后续一切处理的基础。硬件端的数据底板不稳,上层软件再强也无济于事。
问题五:全生命周期的预算列支了哪些项?标签耗材和现场维护是否包含在内?
很多企业第一年的预算只覆盖了硬件和简单的软件,第二年面临标签大量损坏、读写器需要重新校准,才发现没留资金。作为硬件供应方,我们有责任提醒客户:工业现场不是实验室,标签的物理损耗是常态,选择防护等级更高、更耐用的产品,长期看反而是最省钱的方案。
把这5个问题拍板回答了,你跟供应商开会,就不是带着耳朵去听,而是带着尺子去量。
RFID项目真实成本拆解:为什么报价会差10倍?
你可能会发现,同一张标签,报价从几毛到几十元;同一套读写器,价格从几千到几万。价差的根源藏在性能、材质和可靠性里,而不是有人漫天要价。
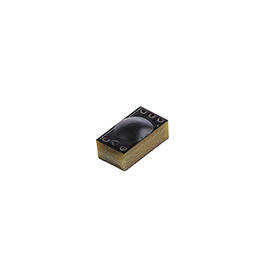
标签层:普通不干胶UHF标签成本极低,但一旦需要抗金属、耐高温、耐化学腐蚀,就进入特种标签范畴。例如陶瓷封装的耐高温标签,需承受200°C以上而不出现频率漂移;柔性抗液体标签,专为曲面或液体包装设计。这些特种标签的单价是普通标签的数倍乃至数十倍,但它们能解决普通标签完全无法工作的问题。
读写器层:读写器层价差的主要来源,不是品牌溢价,而是实打实的硬件设计成本。一台具备IP67防护等级的工业级UHF读写器,从外壳密封结构、PCB三防涂覆到射频功放的宽温补偿电路,每一项都是针对铸造车间粉尘、冷链冷凝水、户外暴晒这类真实工况做的冗余设计。它与柜子里用的商用级产品,决定的是“用一年还是用十年”的问题。

天线与馈线层:天线增益、波束角度、极化方式都影响读取范围和盲区。低质天线或过长、不匹配的馈线会严重衰减信号,省下的硬件费最终会以读取失败的形式加倍偿还。
集成与软件层:这部分费用不由硬件提供方决定,但我们必须提醒你:一个集成商如果低估了中间件开发量,给你报一个极低的总包价,很可能是用牺牲硬件品质来保利润。我们见过太多项目,硬件被砍到“能用就行”的底线,结果三年内故障频发、误读不断,最后只能全部换掉。
长期视角:在工业场景下,硬件的一次性投入只是开始。选择可靠性更高、环境适应性更强的产品,直接等同于更低的长期维护成本和更少的非计划停机。这正是专注于高品质RFID硬件的价值所在。
超过40%的项目没达到预期——5个致命误区与避坑方法
以下内容来自行业内的真实项目复盘,每个误区都可能导致整个项目推倒重来,而绝大多数都直接与硬件决策有关。
误区一:忽视介质测试,标签一贴了之。
很多项目组拿几个样签去现场走一圈,看到能读,就通过了。但RFID标签的性能对贴附位置、周围材质、方向极度敏感。偶尔能读不代表能稳定量产读取。避坑方法:必须按统计学要求做批量测试,至少30个样本、3个不同位置、3种运动状态,记录全部读取率数据。有经验的硬件供应商,会协助你完成这一步,而不是急着签单。
误区二:忽略协议兼容性,混用不同厂家的标签和读写器。
虽然UHF遵循ISO 18000-6C/EPC Gen2标准,但部分厂商在具体实现上存在细微差异,导致A厂标签在B厂读写器上性能下滑,甚至无法识别。避坑方法:在采购前就做交叉测试,并要求供应商提供兼容性清单。专业的标签和读写器厂商通常都有经过验证的推荐组合,可以最大限度避免此类问题。
误区三:只看标签单价,忽视整个硬件体系的匹配度。
为了省几毛钱,选了一款看似“够用”的标签,结果发现与读写器不匹配、读取距离骤减、数据写入失败率高。避坑方法:标签、读写器、天线必须作为整体系统来评估,而不是拆开分别比价。一揽子硬件方案由同一个具备深度技术能力的供应商提供,通常能获得更好的性能保障和售后支持。
误区四:跳过POC(概念验证)直接上规模。
看到一个成功的小范围演示,就急着一车间、二车间全线铺开。结果现场电磁环境、物料堆叠结构与演示区完全不同,大规模读取时发生严重丢读,产线降速甚至被迫停机。某家电装配线在固化炉附近全部布上普通UHF标签,上线当天就发现高温使芯片工作频率漂移,整片区域读取静默,浪费了宝贵的生产窗口。
正确的做法是:在真实工况下做一次小型POC,用未来的实际标签型号、实际读写器、实际物料通过方式,连续跑几周数据,直到读取率稳定达标,再分阶段滚动铺开。这个POC阶段具体测什么、怎么判、达标标准定多少,我们整理了一套标准的POC实施流程和判断指标,包含了测试点位规划、样本量确定原则、数据记录模板和“通过/不通过”判定阈值,拿来就能用。
误区五:忽视环境动态变化,以为现在能读就永远能读。
车间新装了一台中频加热炉、货架位置调整了几米、新增了液冷管道,这些变化都可能改变现场电磁环境,让原本优良的读取率断崖式下降。避坑方法:选择抗干扰能力更强的工业级读写器和天线,并在POC中模拟未来可能的环境变动。同时,与硬件供应商确认产品的环境冗余设计,避免一变动就失灵。
工业与重型资产场景的深水区应用:模具、在制品与电力巡检
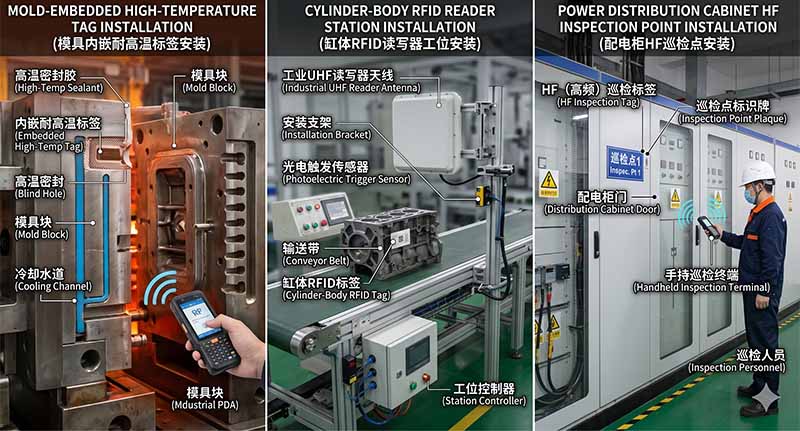
制造业现场是RFID真正的挑战区,考验的是硬件在极端条件下的生存能力和性能稳定性。
模具追踪:冲压或注塑模具有嵌入空间,但必须承受200°C以上的持续高温、高压合模带来的机械冲击,以及脱模剂、冷却液的化学侵蚀。普通标签在这种条件下,要么芯片漂移导致读取失败,要么壳体开裂彻底报废。真正能在这种极端环境里稳定工作的,是抗金属耐高温防腐蚀材料封装RFID电子标签——这类标签我们有一款专为模具管理设计的型号,外壳采用氧化铝陶瓷烧结,耐温上限240°C,抗压强度可承受注塑合模应力,嵌入模具体后读写器在换模区即可自动捕获ID和模次数据。某冲压车间在全线推开前用这款标签做了两周连续高温测试,读取率稳定在99.7%以上,至今已运行超过18个月无更换。
在制品防错:发动机缸体、齿轮箱壳体等关键件在机加工流水线上牵引RFID,进入每台设备前读写器校验程序,防止混料。此场景要求读写器读取速度达到毫秒级,且必须与PLC实时交互,天线安装需极紧凑。工业级高频或超高频读写器的响应速度和接口丰富度,在这里成为决定节拍的关键。
电力设备巡检:开关柜、变压器处于强电磁场中,用于巡检点位的高频RFID标签,其近场抗干扰性能优于超高频,确保了可靠读取。手持终端需密封防护且支持离线模式。硬件若在此场景出现失控,轻则漏检,重则触发误操作,后果严重。
在这类场景中,标签的耐候性、读写器的持续稳定性、天线对恶劣环境的适应程度,远比“最低价”重要得多。如果你现在正为模具、产线或电力设施做RFID可行性评估,第一步不是比价格,而是找到真正理解工业场景的硬件伙伴,做一次彻底的现场介质适应性测试和干扰源排查。
我们可以提供这样的支持:从标签样本的实际贴附测试,到读写器在您实际环境下的读取率统计,让数据说话,帮您锁定最可能成功的硬件组合。欢迎联系我们的工业RFID应用技术,从一张正确的标签选型起步。